
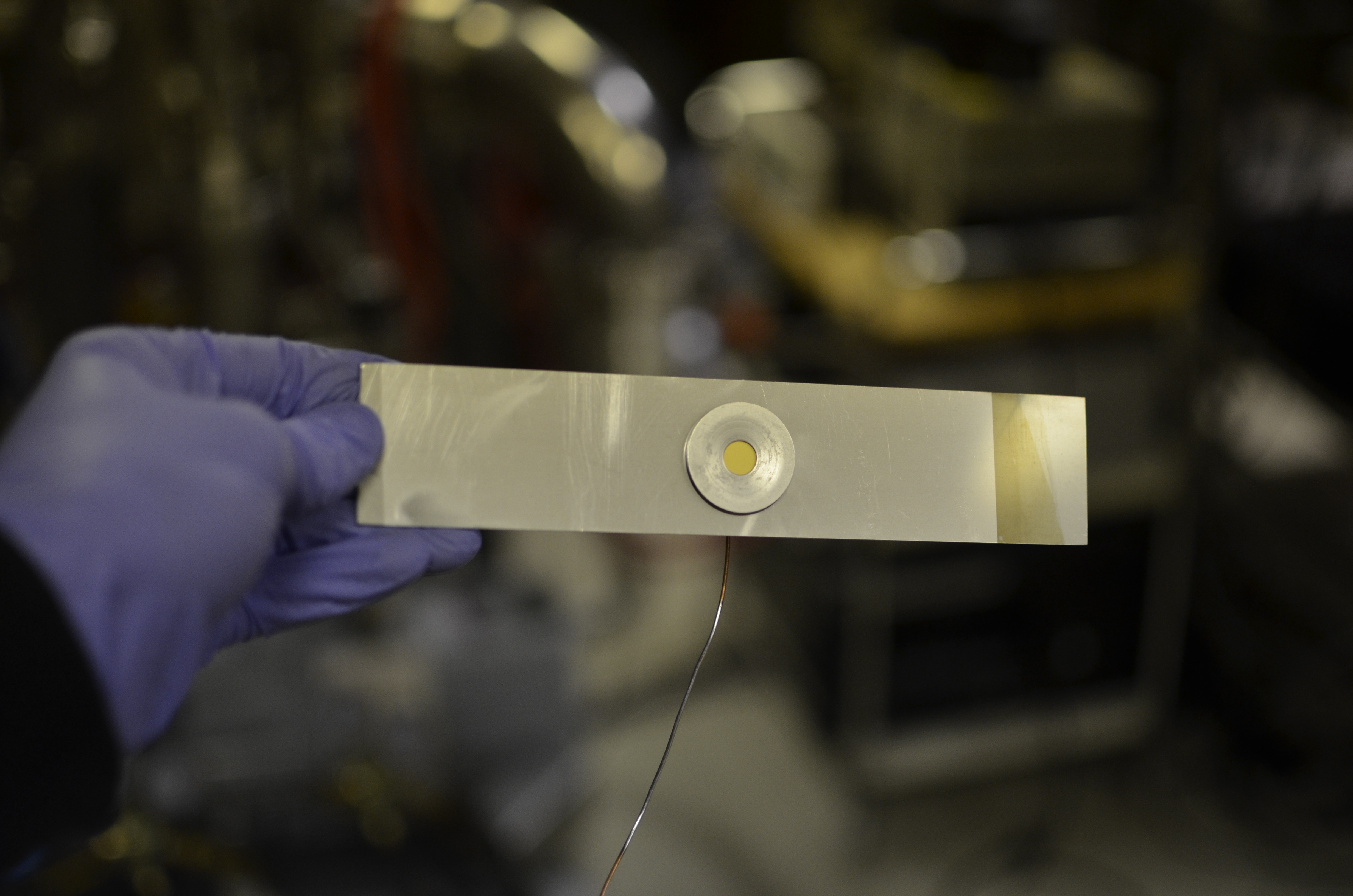
Thermal evaporation deposition of Al and Ge from Tungsten and Tantalum boats, respectively. A blind hole is drilled and tapped in the chamber bottom plate for a center tap feedthrough (common ground) for the boats. Deposition starts at around 7e-7Torr and ends around 5e-6Torr due to outgassing. Aluminum alloys with Tungsten at the high temperature and causes boat failure, a thicker gauge boat will be used in the future or one made of TiB2-BN or BN. Update: W 0.015″ boat thickness seems OK.
Approx. deposition rate throughout the run was 2.2A/s, with total accumulation of 500A. Much faster than my sputtering setup but yields a worse film.










In situ plasma cleaning is via the red ICP coil seen in the 8th picture. A Quartz Crystal Microbalance (QCM) is used to measure the thickness of the deposited films and current is supplied by a rewound microwave oven transformer. The UV-VIS spectrometer is used to monitor the emission spectra of O2 plasma. O2 is flowed into the chamber via a Mass Flow Controller (MFC) until the pressure is 75-100mTorr and the substrate is plasma cleaned for 5 minutes with 100W RF prior to depositions.
As current pass through the boats, they heat up to 1000 – 1800C and subsequently heat up much of the surrounding chamber and mounting parts. This starts serious outgassing in the chamber and without prior cleaning and bake out quickly raises the pressure to non-workable pressures and the deposition rate slows.

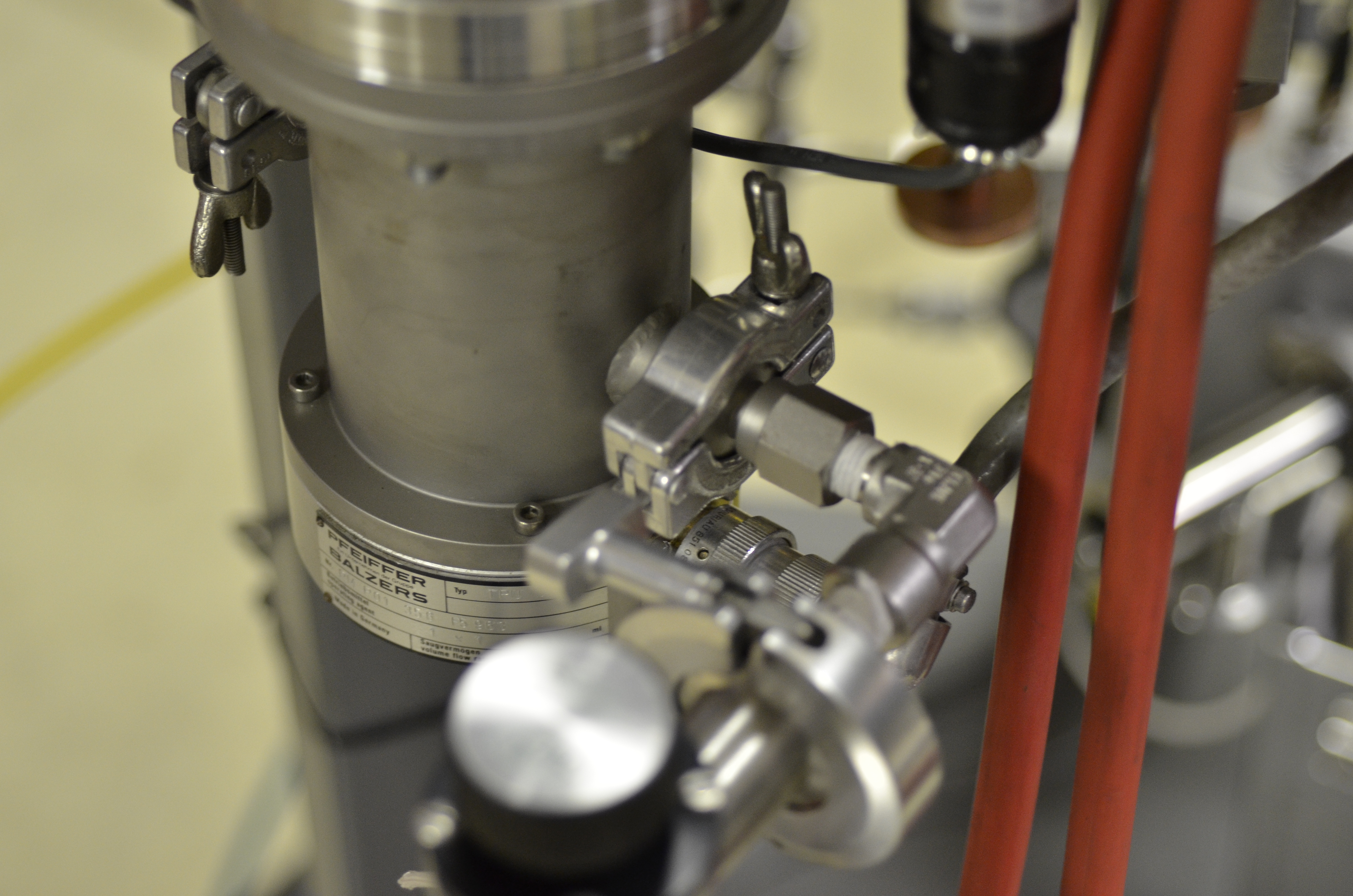
I added a second turbo pump to raise the pumping speed/gas throughput (previously 110L/s and now an additional 50L/s) and to tolerate higher outgassing.
It was also noted that the evaporation of Al with lots of H2O vapor in the chamber (no baking) leads to a reduction of chamber pressure (presumably the formation of Al2O3 with H2O) and the production of H2 as seen on an RGA.
Impressive setup, might I ask what you paid for the chamber itself, I was looking for a similar chamber and they are going for 4k usd refurbished, is this a fair price?