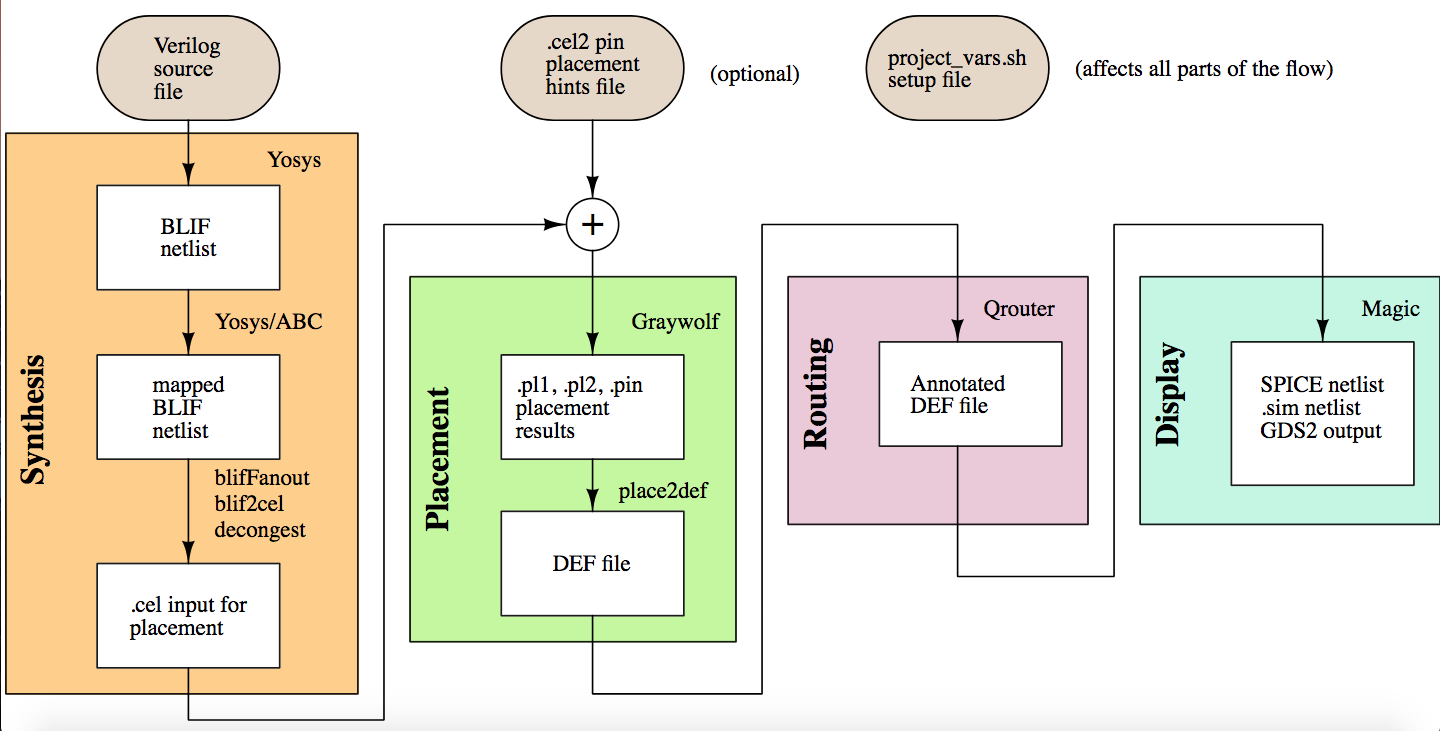
There are a number of open source layout and design tools for ICs however here I will just focus on Magic VLSI. Below are the steps to take a design from Verilog through synthesis and layout to the physical mask that is used for fabrication, via the Qflow digital synthesis flow.
Design flow
The Verilog digital design for this example is a UART interface from www.asic-world.com and is synthesized/routed with the standard SCMOS rules, however a custom .tech file can be specified containing process details and design rules for DRC.
Execute command
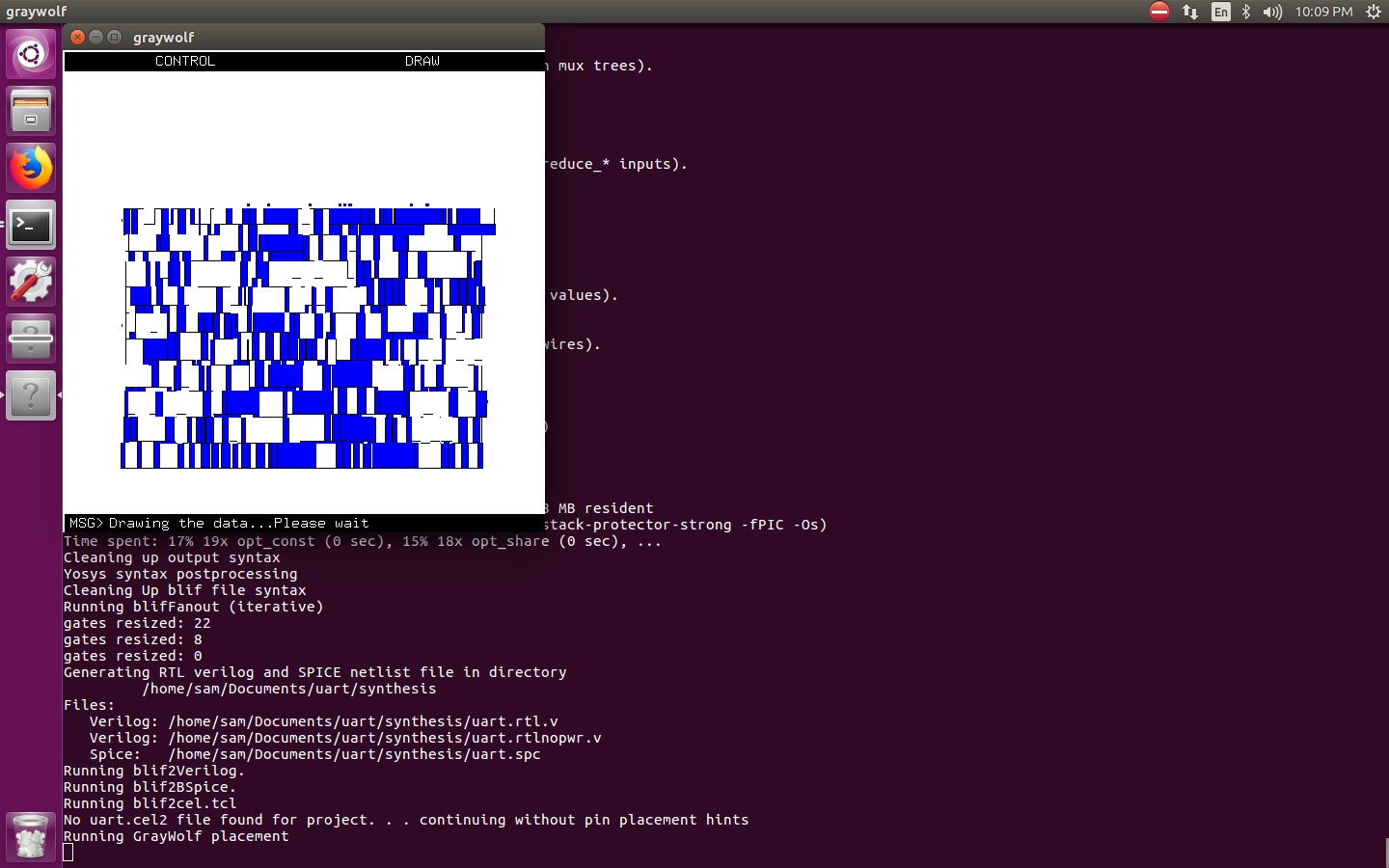
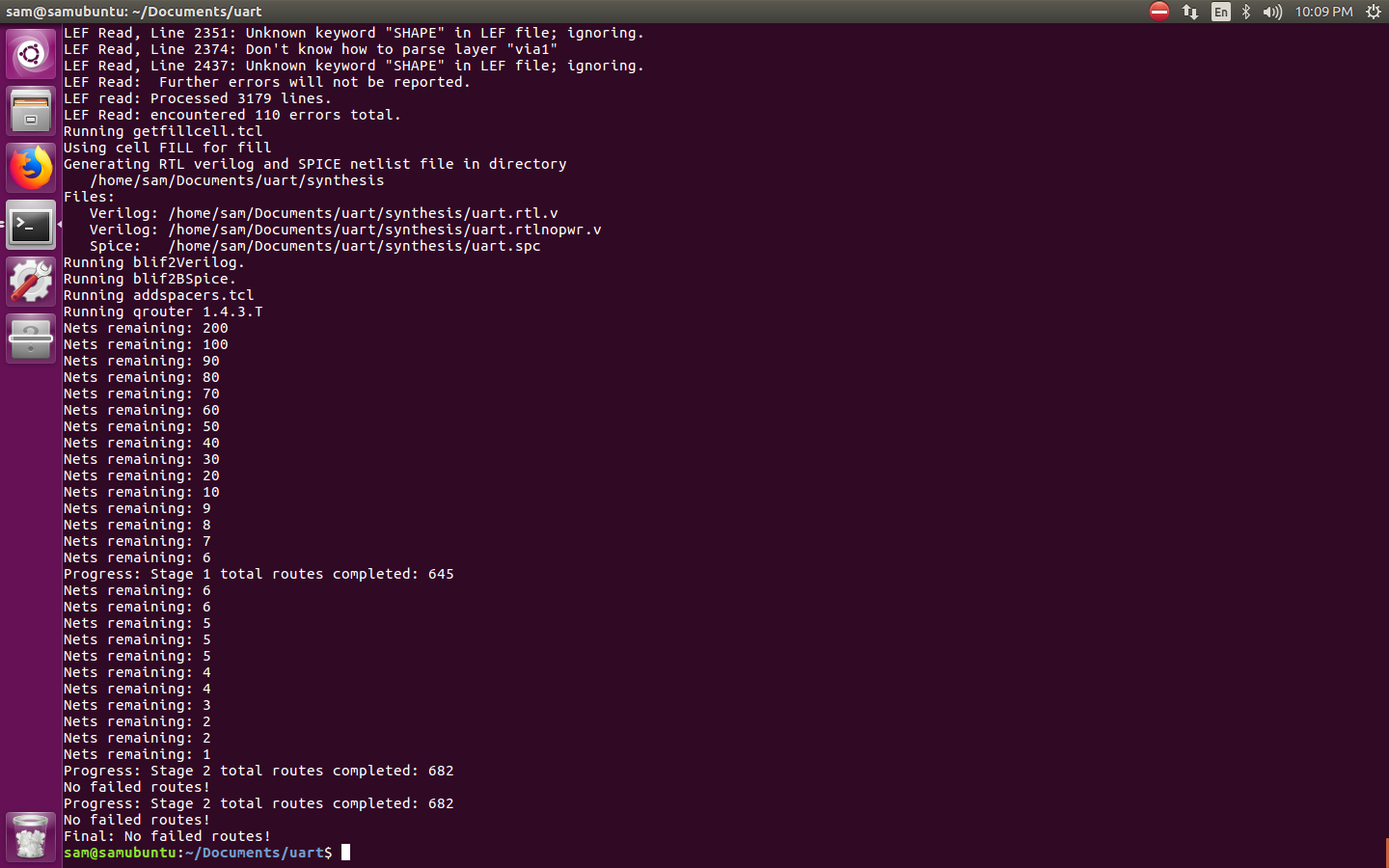
Place/route
Place/route
Layout
Layout
GDS Mask
Once Qflow executes successfully, the design can be viewed in Magic after loading the appropriate cells and a GDS file is generated. This is opened in OwlVision GDSII Viewer or similar which can be used to generate the individual mask image files for each layer (active, poly, metal, etc.)
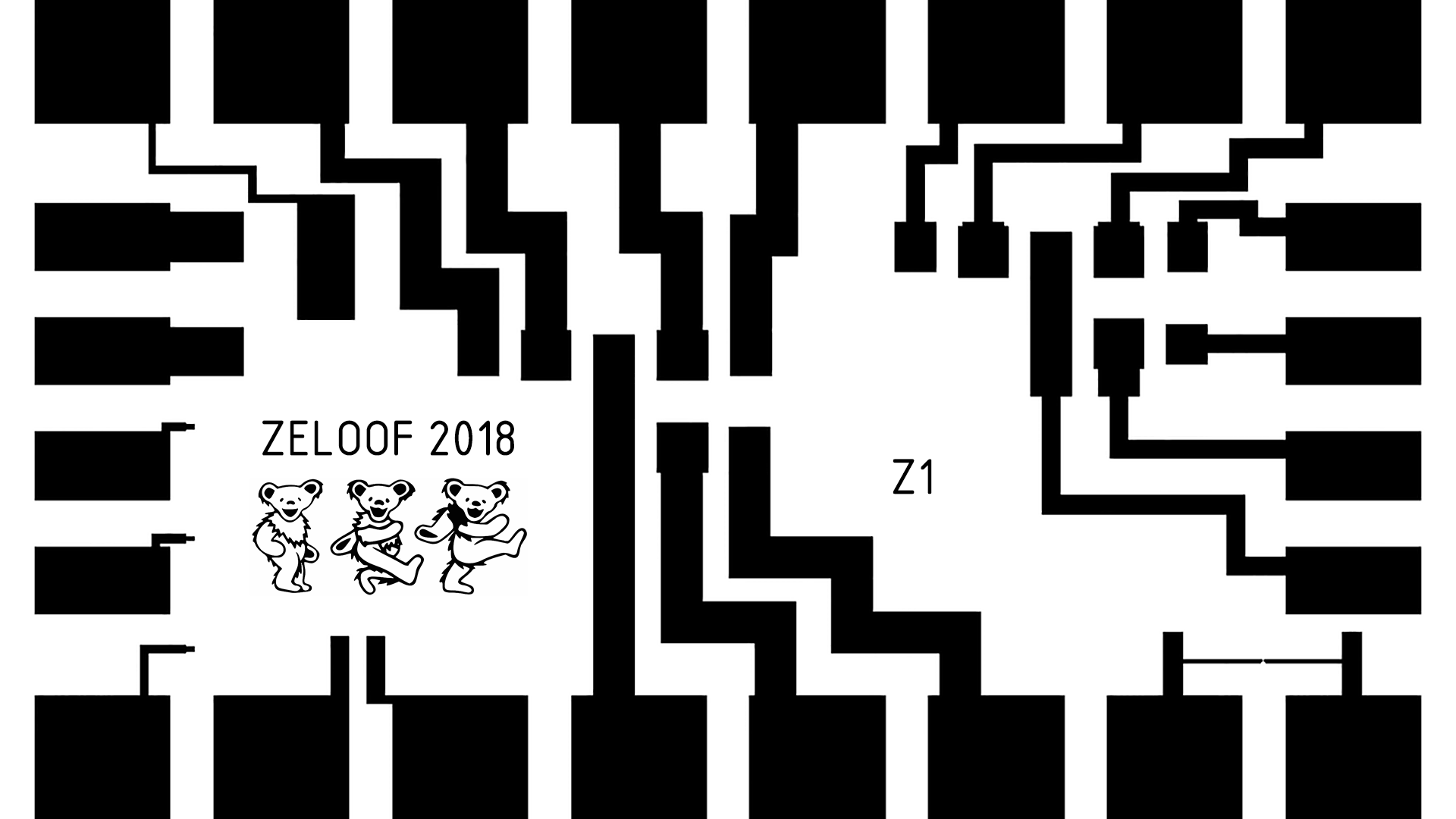
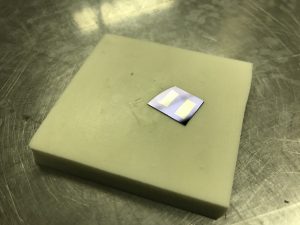
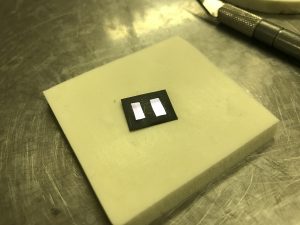
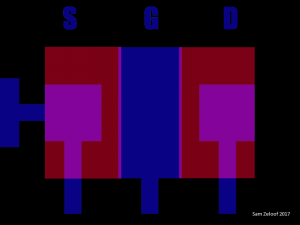
Using the same tools mentioned above, I also designed a simple PMOS chip to test my process. It is scalable to any reasonable size and contains 2 differential amplifier circuits (seen on right and middle) and a number of diodes/resistors and other test features on the left.
Magic layout
Mask generation
The design requires 4 masks for fabrication: active/diffusion, gate oxide, contact, and metal.
Active
Gate
Contact
Metal
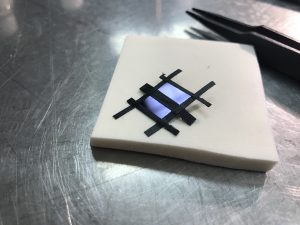
Fiducials should be added for subsequent layer alignment. Note: Grateful Dead bears are necessary for the circuit to function correctly.
Thermal evaporation deposition of Al and Ge from Tungsten and Tantalum boats, respectively. A blind hole is drilled and tapped in the chamber bottom plate for a center tap feedthrough (common ground) for the boats. Deposition starts at around 7e-7Torr and ends around 5e-6Torr due to outgassing. Aluminum alloys with Tungsten at the high temperature and causes boat failure, a thicker gauge boat will be used in the future or one made of TiB2-BN or BN. Update: W 0.015″ boat thickness seems OK.
Approx. deposition rate throughout the run was 2.2A/s, with total accumulation of 500A. Much faster than my sputtering setup but yields a worse film.
Preparation
Botton plate
Center tap
Center tap
Boat 1
Boat 2
Setup
ICP coil + QCM
UV-VIS O2 Spectrum
Al evaporation
QCM
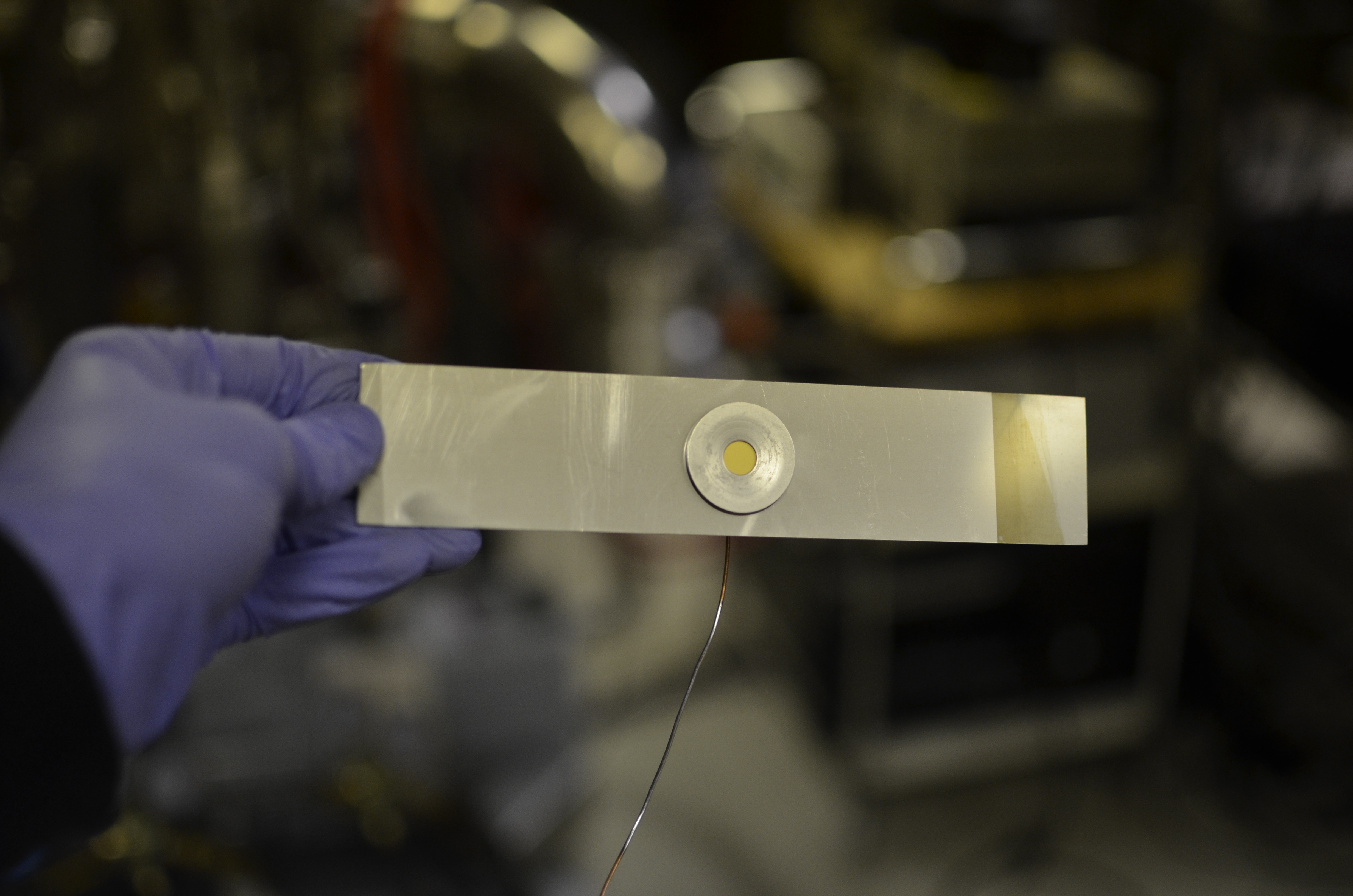
Deposition on glass
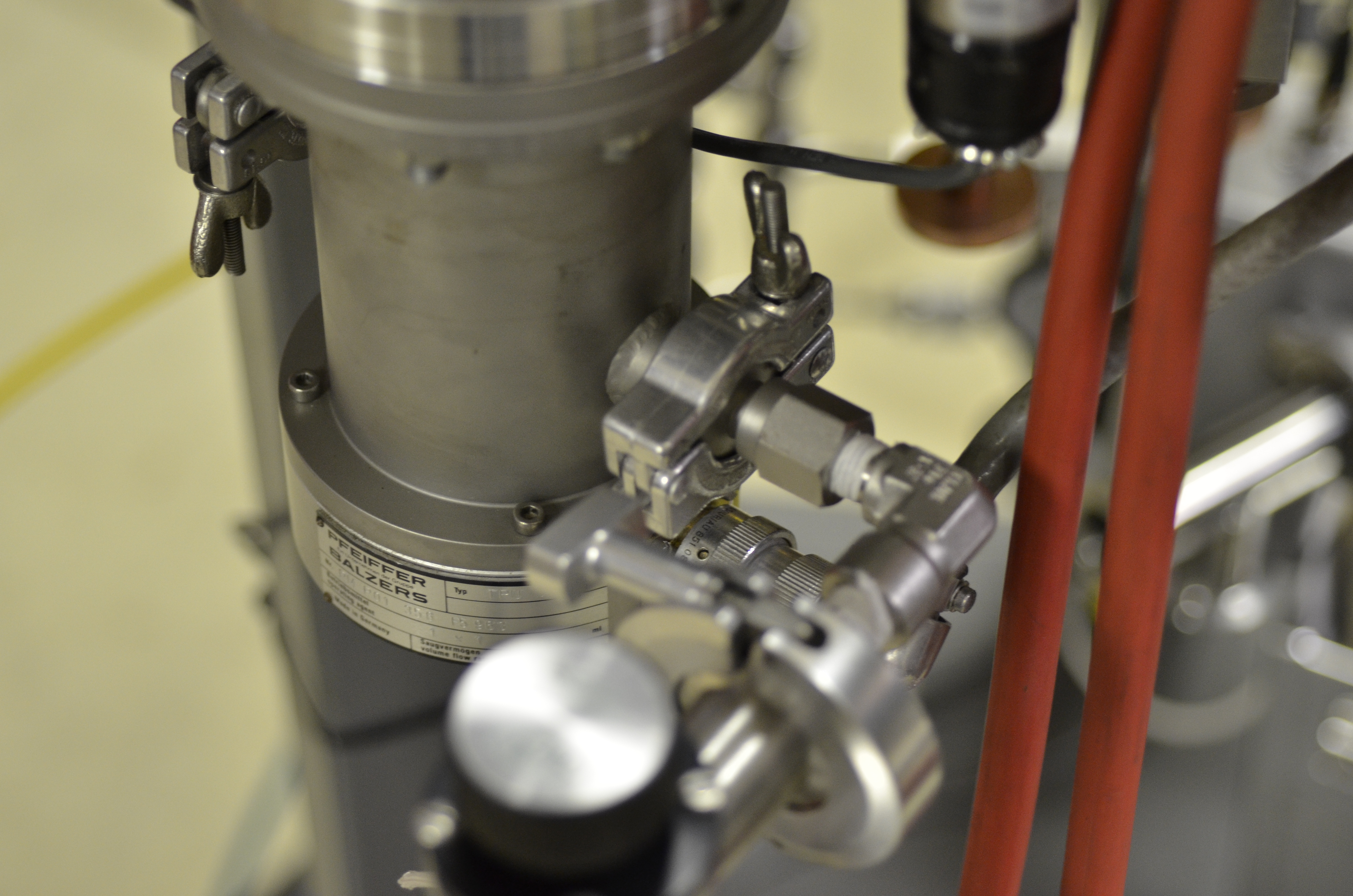
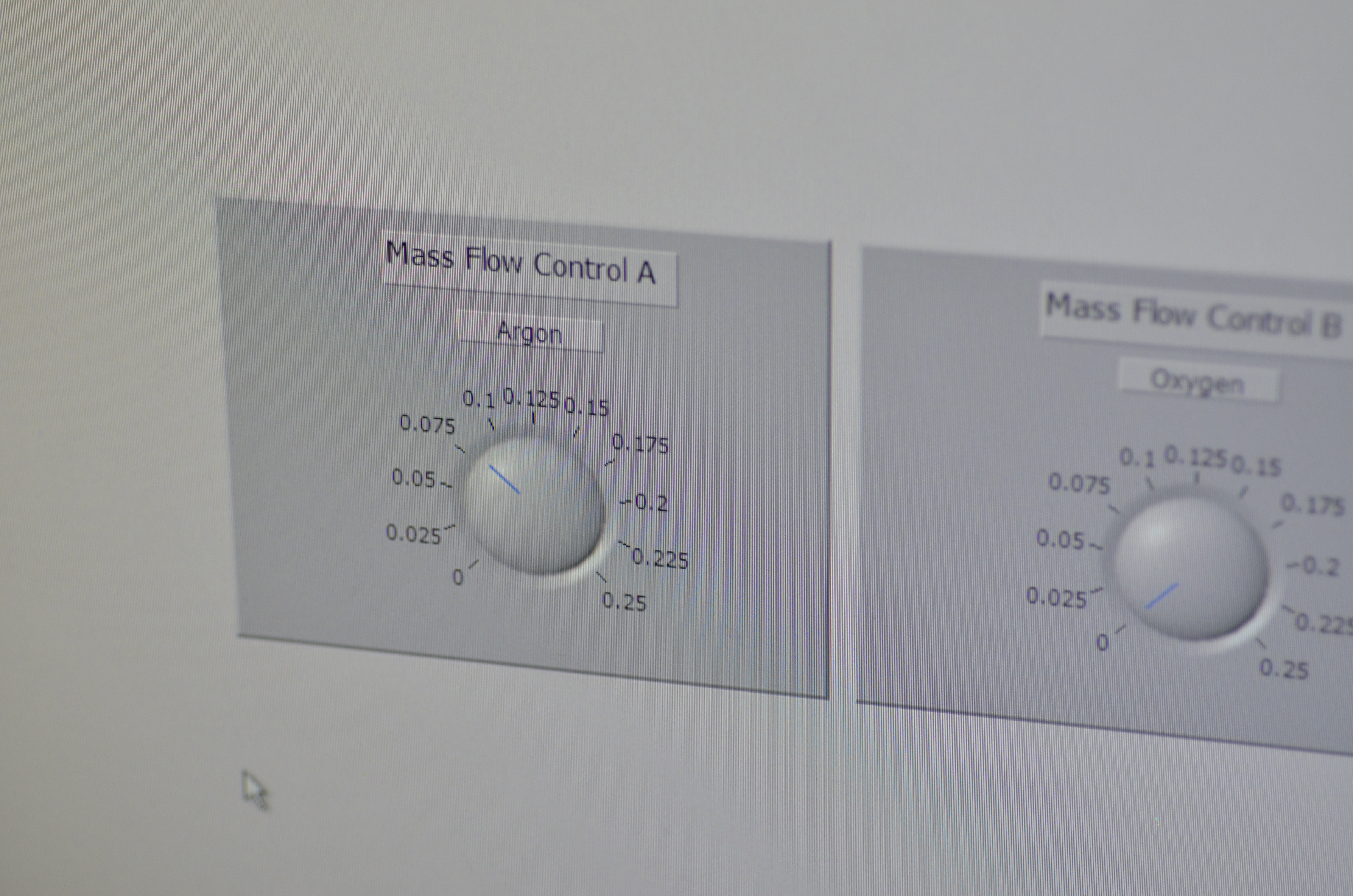
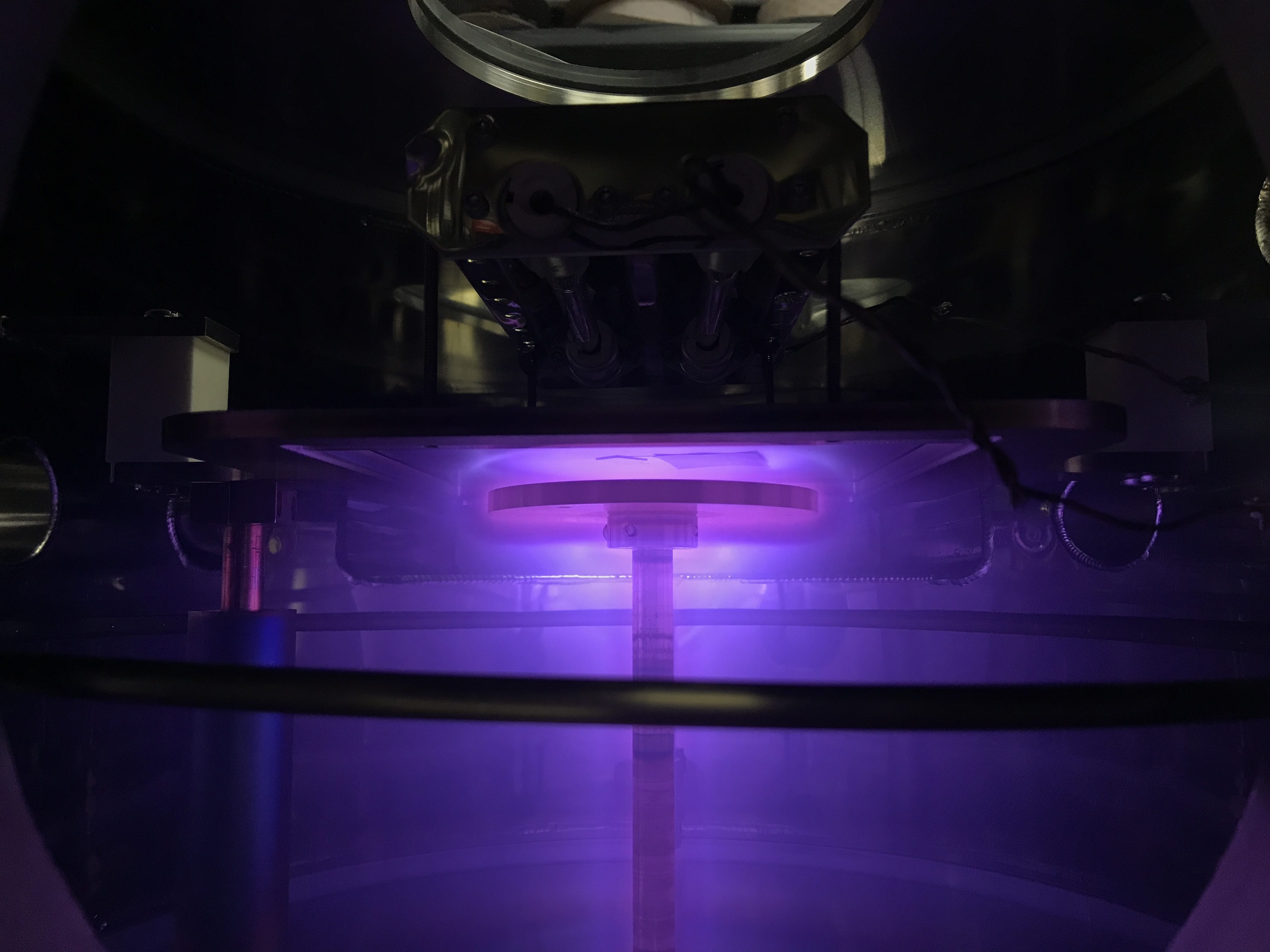
In situ plasma cleaning is via the red ICP coil seen in the 8th picture. A Quartz Crystal Microbalance (QCM) is used to measure the thickness of the deposited films and current is supplied by a rewound microwave oven transformer. The UV-VIS spectrometer is used to monitor the emission spectra of O2 plasma. O2 is flowed into the chamber via a Mass Flow Controller (MFC) until the pressure is 75-100mTorr and the substrate is plasma cleaned for 5 minutes with 100W RF prior to depositions.
As current pass through the boats, they heat up to 1000 – 1800C and subsequently heat up much of the surrounding chamber and mounting parts. This starts serious outgassing in the chamber and without prior cleaning and bake out quickly raises the pressure to non-workable pressures and the deposition rate slows.
50 + 110L/s
Backing line
I added a second turbo pump to raise the pumping speed/gas throughput (previously 110L/s and now an additional 50L/s) and to tolerate higher outgassing.
It was also noted that the evaporation of Al with lots of H2O vapor in the chamber (no baking) leads to a reduction of chamber pressure (presumably the formation of Al2O3 with H2O) and the production of H2 as seen on an RGA.
Field oxide growth – 1200 c w/ water vapor, 5000A blue film
If wafer in storage, dehydration bake – 10 min @ 220c
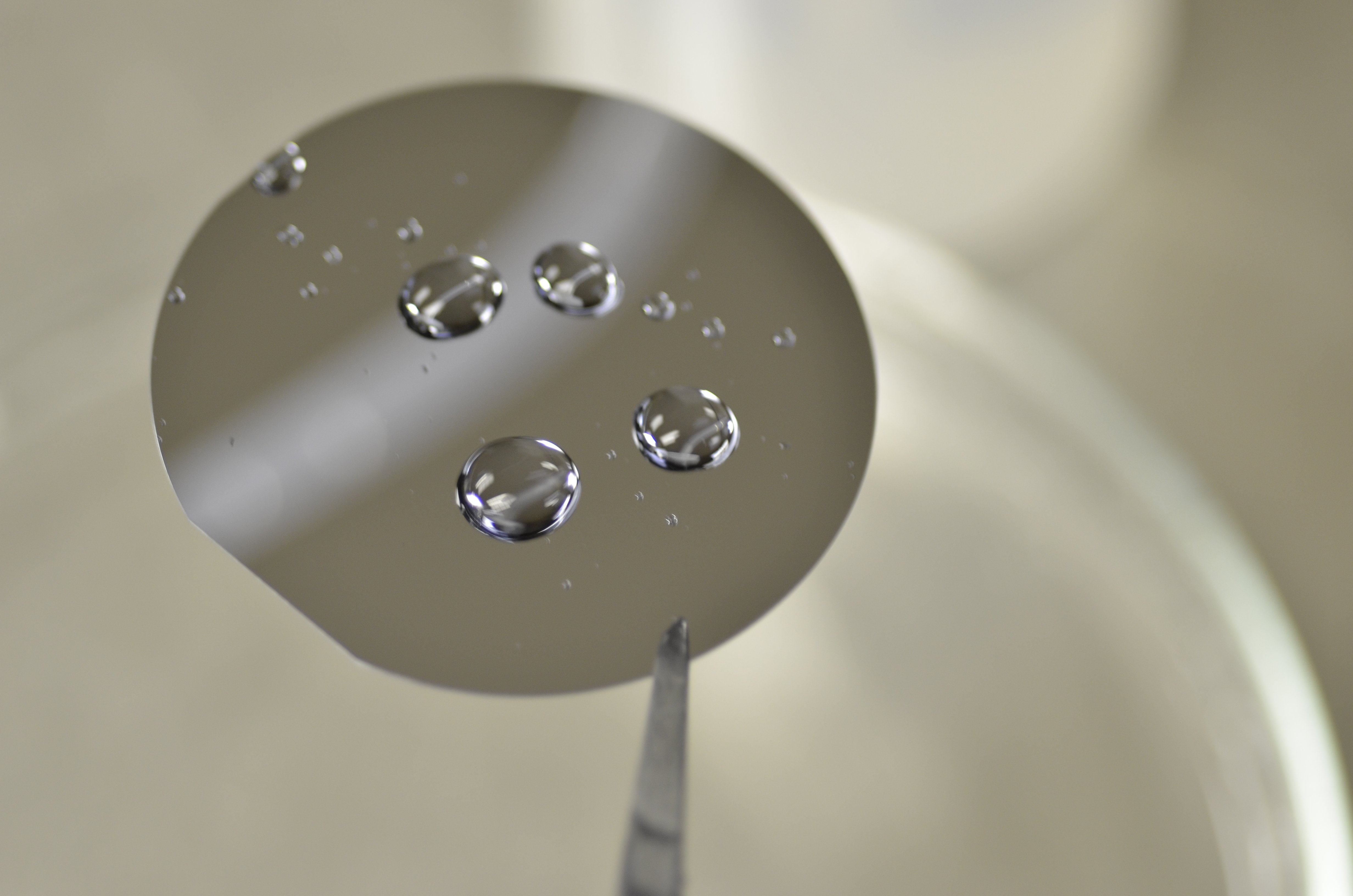
Check wafer hydrophobic if necessary
Optional spin HMDS
Spin 3.5mL AZ 4210 resist 30 sec @ 3500 rpm ~3.5um film
Soft bake resist 2 min @ 105c hotplate
Expose active area
Develop 1:3 400k KOH:H20 puddle 1 min
Water rinse (no solvent)
Inspect wafer, if defect strip resist and retry
Hard bake 15 min @ 125c hotplate
Etch active area – 1-2% HF 15 min or until surface hydrophobic
Water rinse
Resist strip – Acetone or plasma ashing 100 watts RF 5 min @ 125mTorr O2
IPA rinse
Water rinse
Active area etch
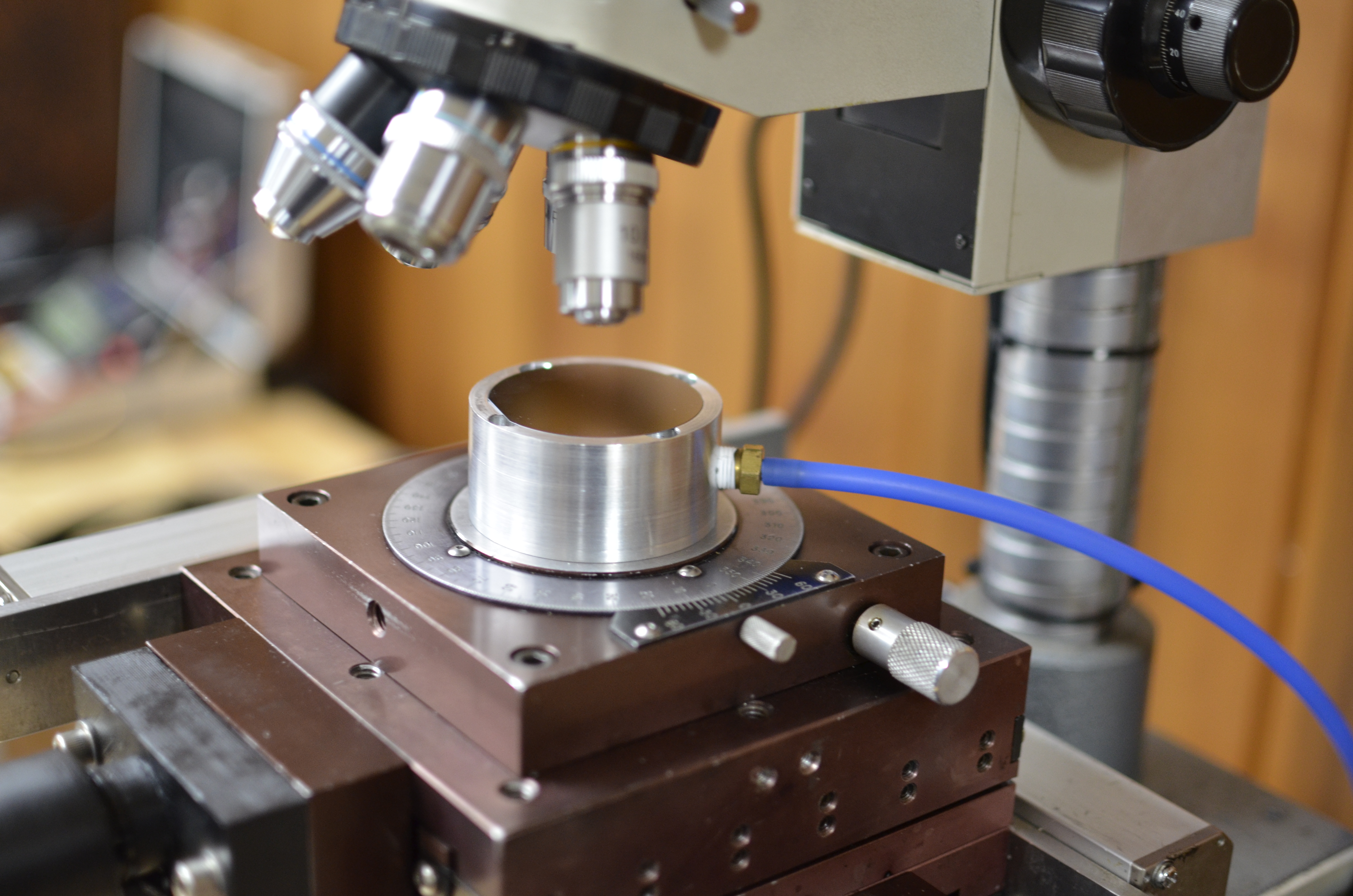
Particles shorting gate
Tall particles can easily short out the thin gate oxide in these devices, as shown under my SEM. This poses an issue for making such devices in a garage; the gate oxides must be grown thicker to mitigate shorted devices which leads to a higher threshold voltage for the FET.
Progress in developing the metalization process for the home chip lab. DC and RF sputtering is used and the process will be refined more and then I will move on to the wet process with etching metal through resist mask, etc.
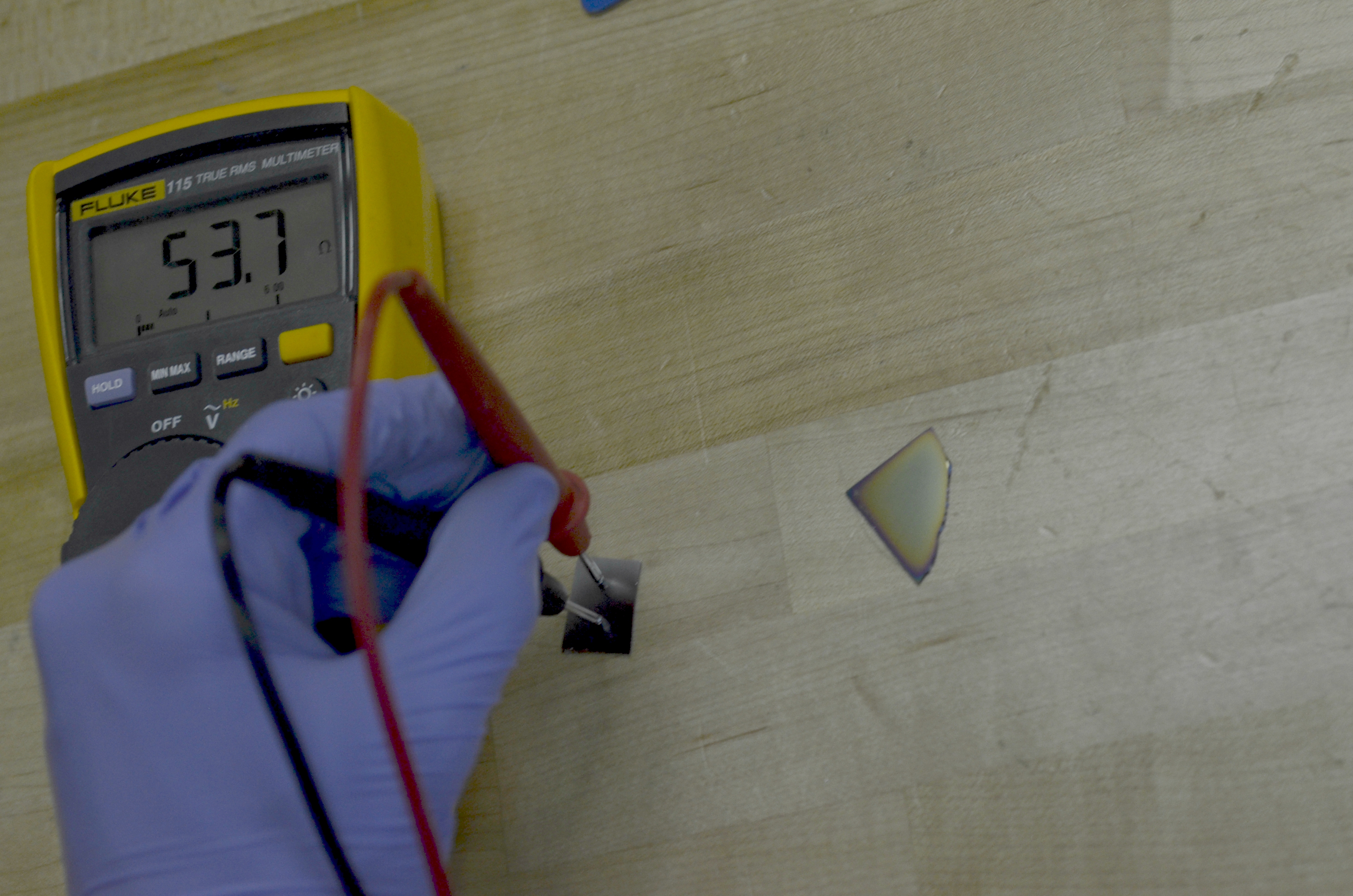
Sample is scratched with a razor and surface roughness is measured with a KLA Tencor Stylus Profiler. Surface is extremely rough and best interpretation of the data leads me to believe the thickness of the sputtered film is approximately 0.492um.
The general idea is to use a modified presentation projector and reduction optics to transfer an image to the photoresist on a wafer without the use of expensive masks. Below are descriptions of the 4 iterations of my photolithography setups:
Mark IV:
Automated DLP submicron stepper for 2″ (50mm) wafers with LabView control, computer alignment, and wafer vacuum chuck
2″ wafer holder
Vacuum chuck
Vacuum chuck
XY stepper collet
XY stepper collet
100:1 planetary reduction
100:1 planetary reduction
Stepper power
Stepper jog
Stepper jog
Stepper control
Stepper control
1080p DLP projector
Stock Hg Lamp
UV-pass hot mirror
Projector mount
Projector mount
CV camera
Upper optics
Upper optics XYZ
Upper optics mount
Upper (fine adj) optics
365nm UV filter
Completed
Stepped array
Quad stepped exposure
The second and third images above are composed of 4 precisely aligned exposures which enables submicron resolution over large areas. This “true” stepper operation uses a closed-loop feedback system and computer visual alignment.
SEM imageMetal
Issues with non-uniform UV intensity across the exposure field were corrected by applying a mask to each projected image, described here. Proper results were achieved through many trials of different parameters:
Mark III:
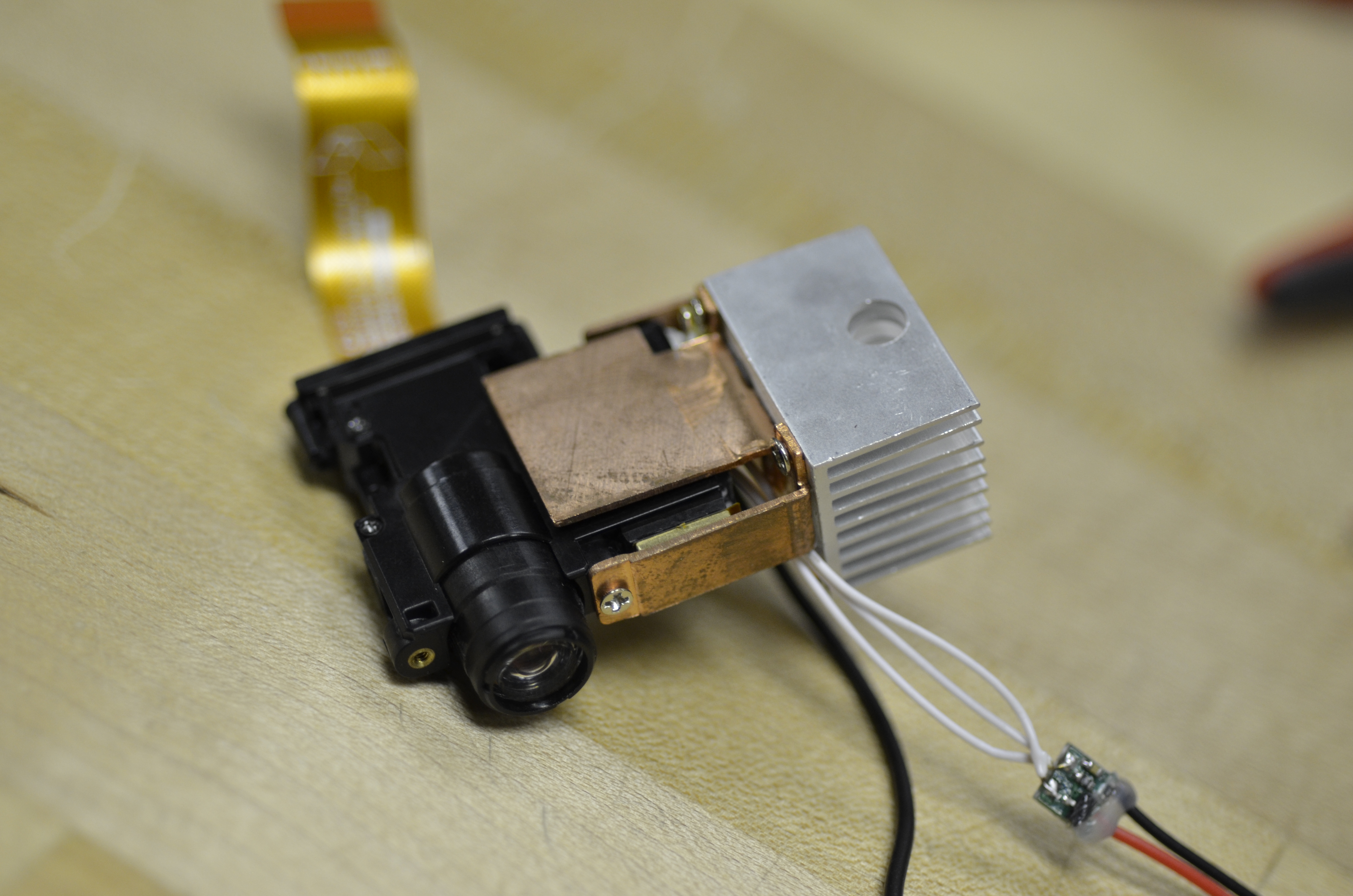
Manual LCoS submicron stepper with red laser alignment illumination. Given a numerical aperture of 0.98 on the microscope objective and with an exposure wavelength of 365nm the simple calculated resolution is 0.227um however the actual resolution is probably around 0.5um due to diffraction limitations inherent in this projection system. The depth of focus @ NA = 0.98 is calculated to be approximately 1.8um but is likely worse.
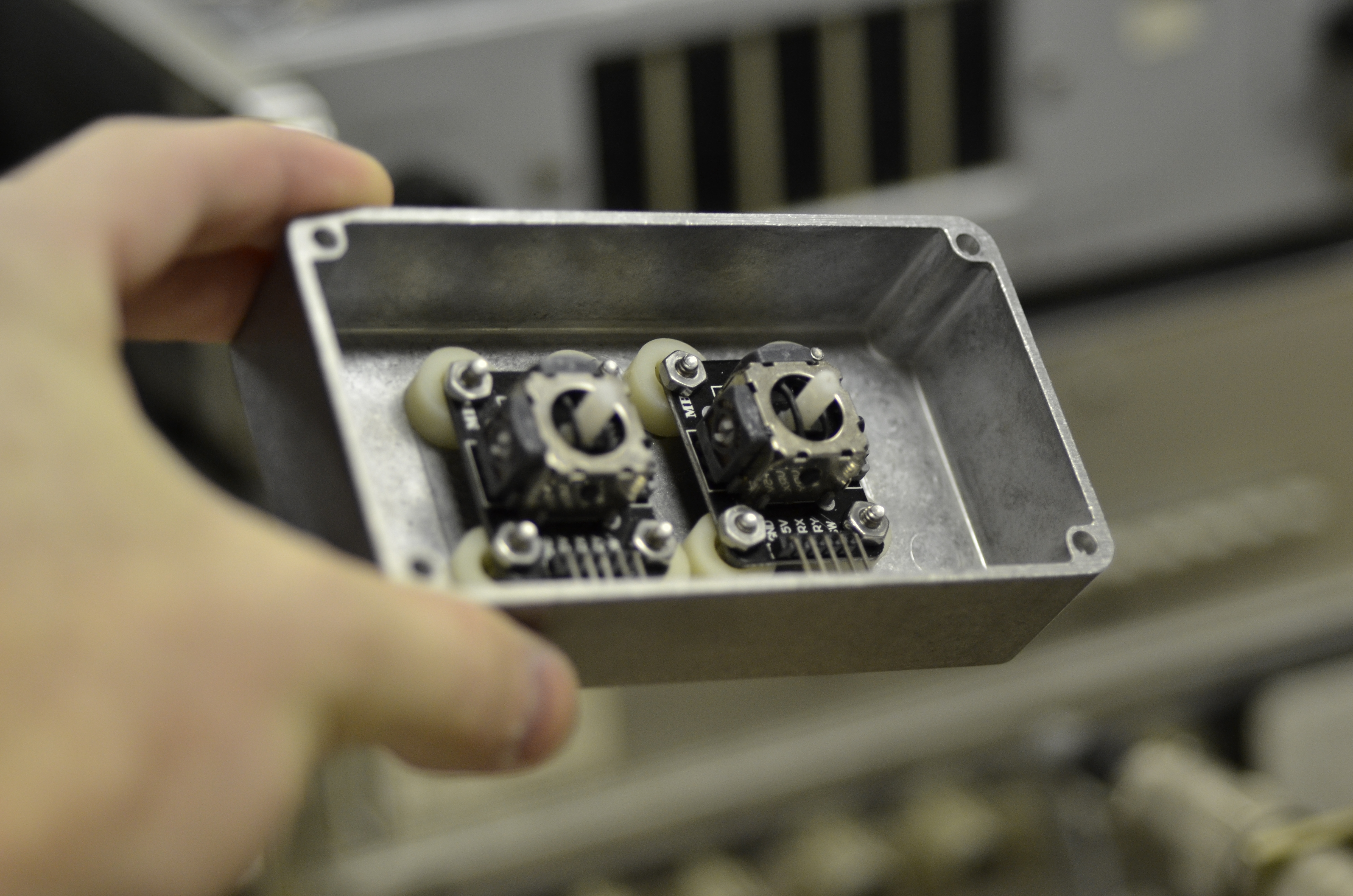
LCoS pico projector
Light engine mod vs stock
UV LED and red laser
Alignment
Exposure
Thermal management
Projector
Alignment/focus
Expose
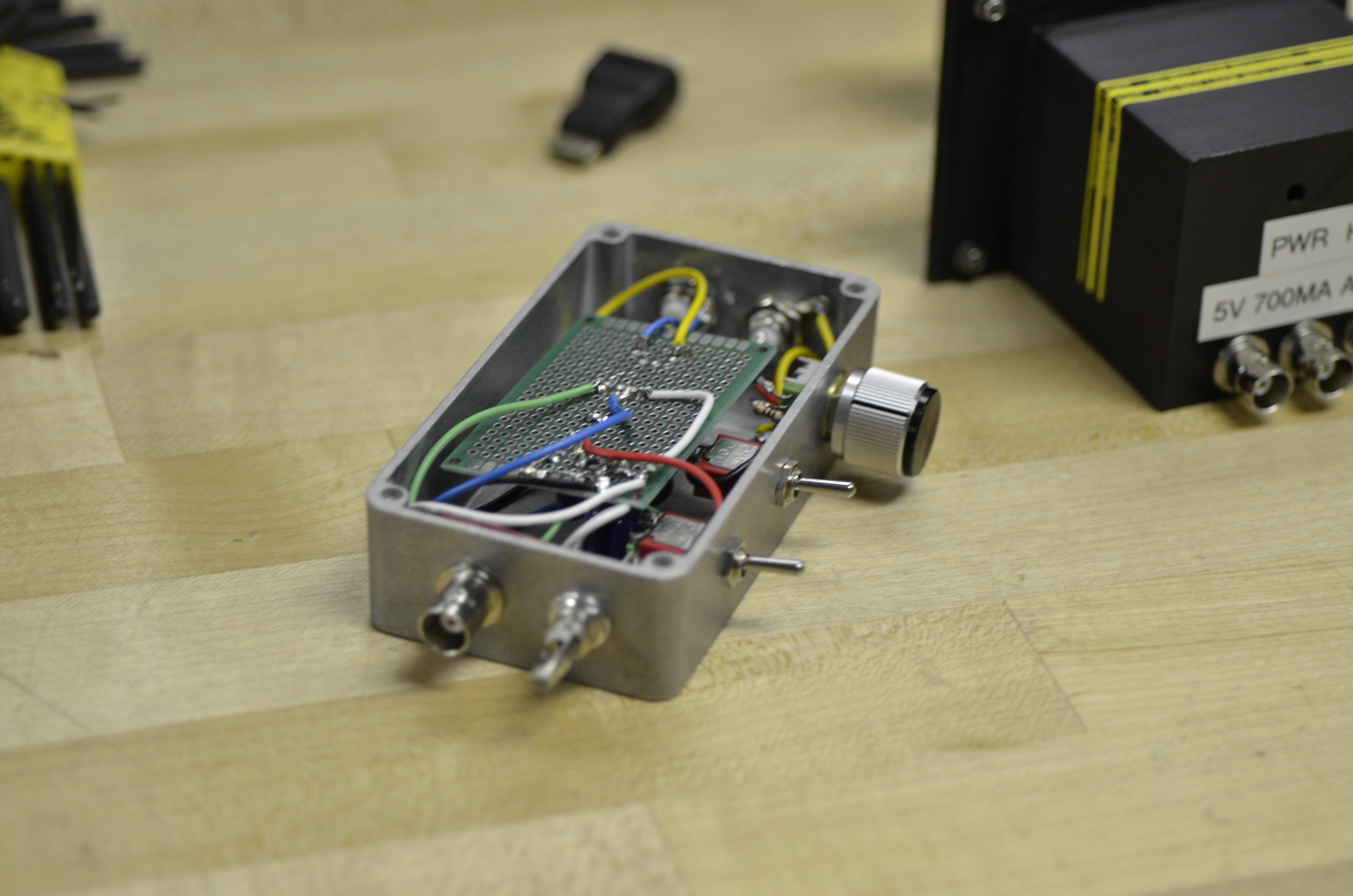
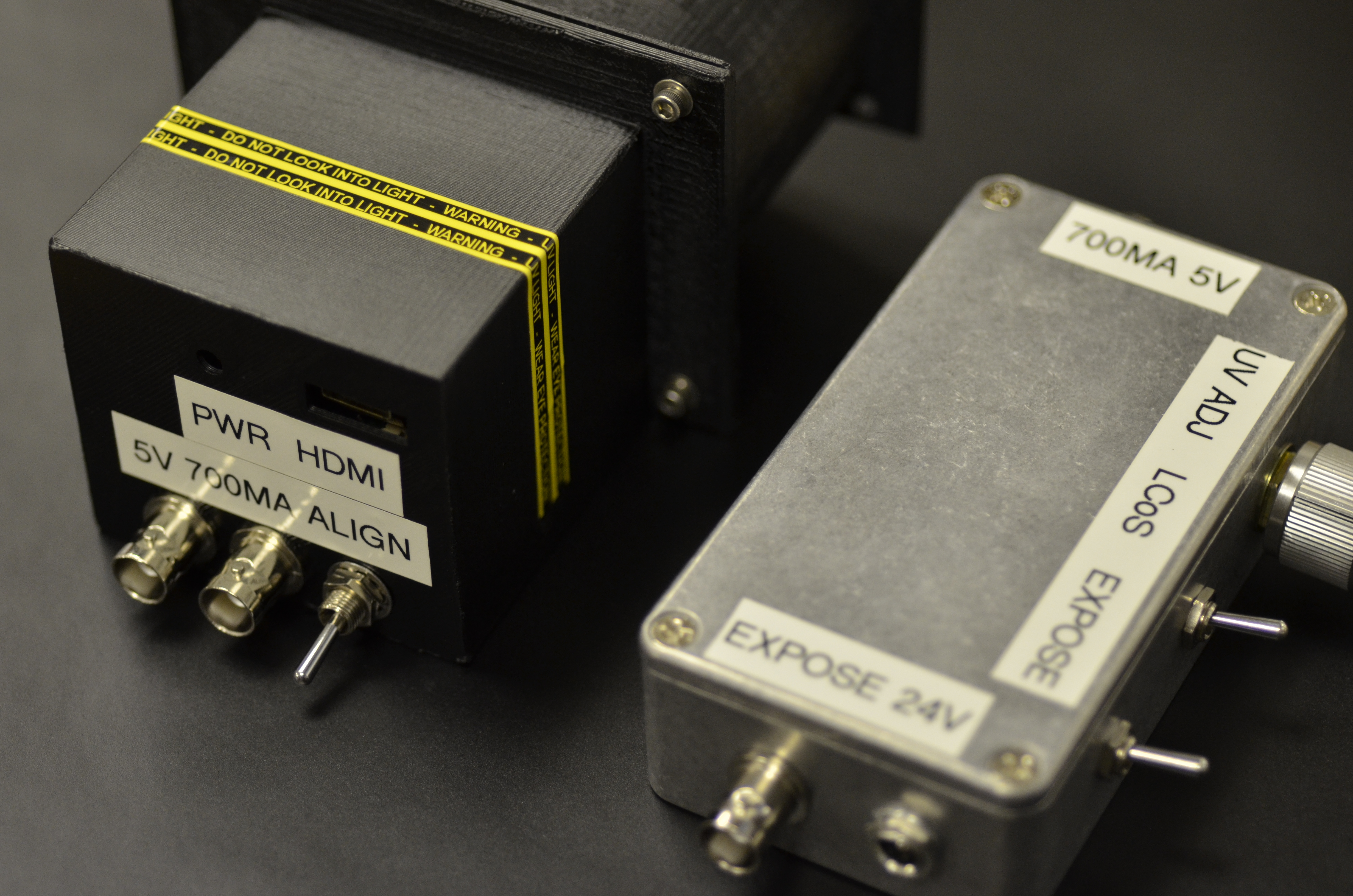
PSU and control
PSU and control
PSU and control
PSU and control
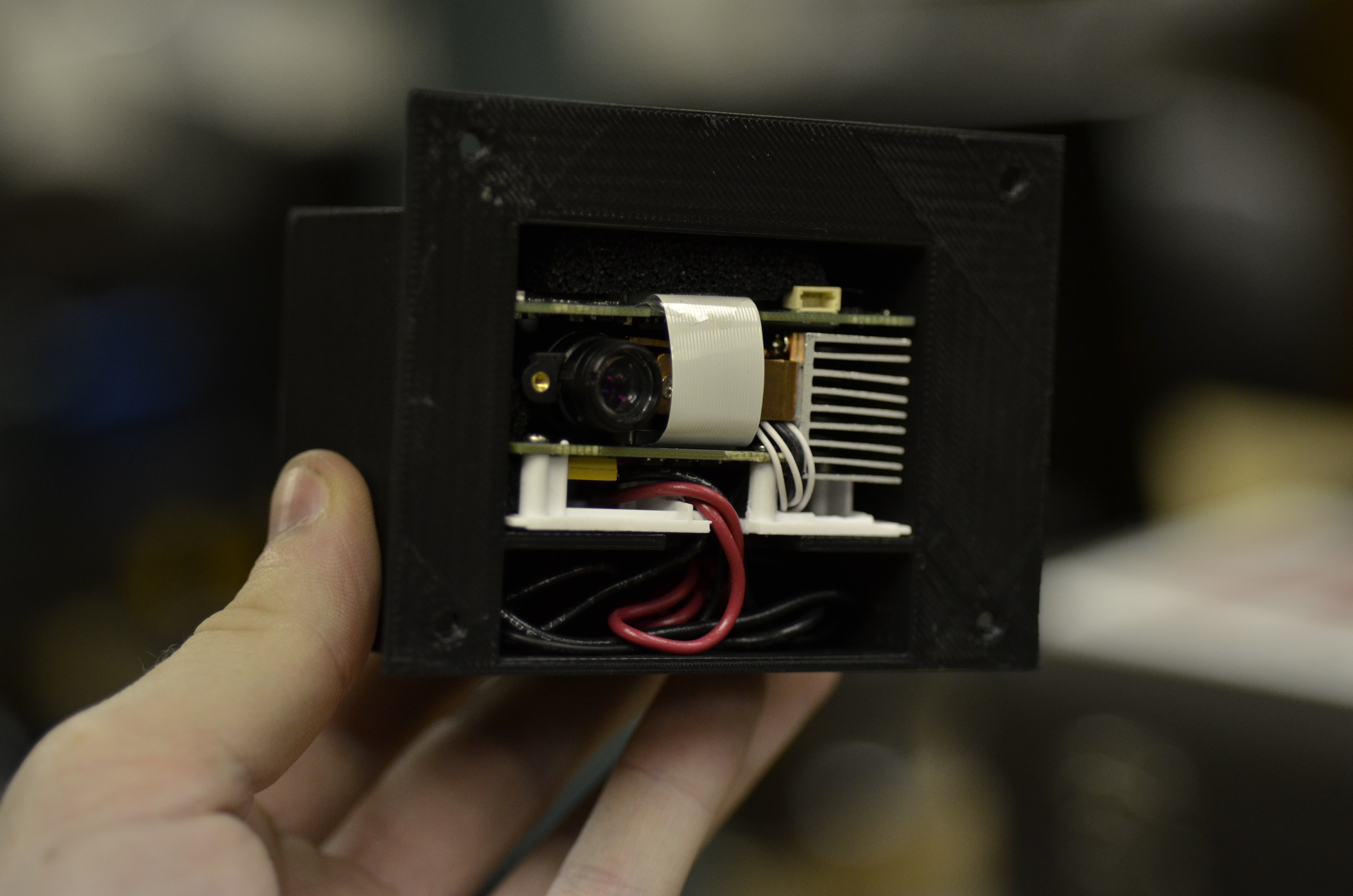
Finished projector
Full system
Full system
Reduction optics
Projector
Projector
1um Lines
Mark II:
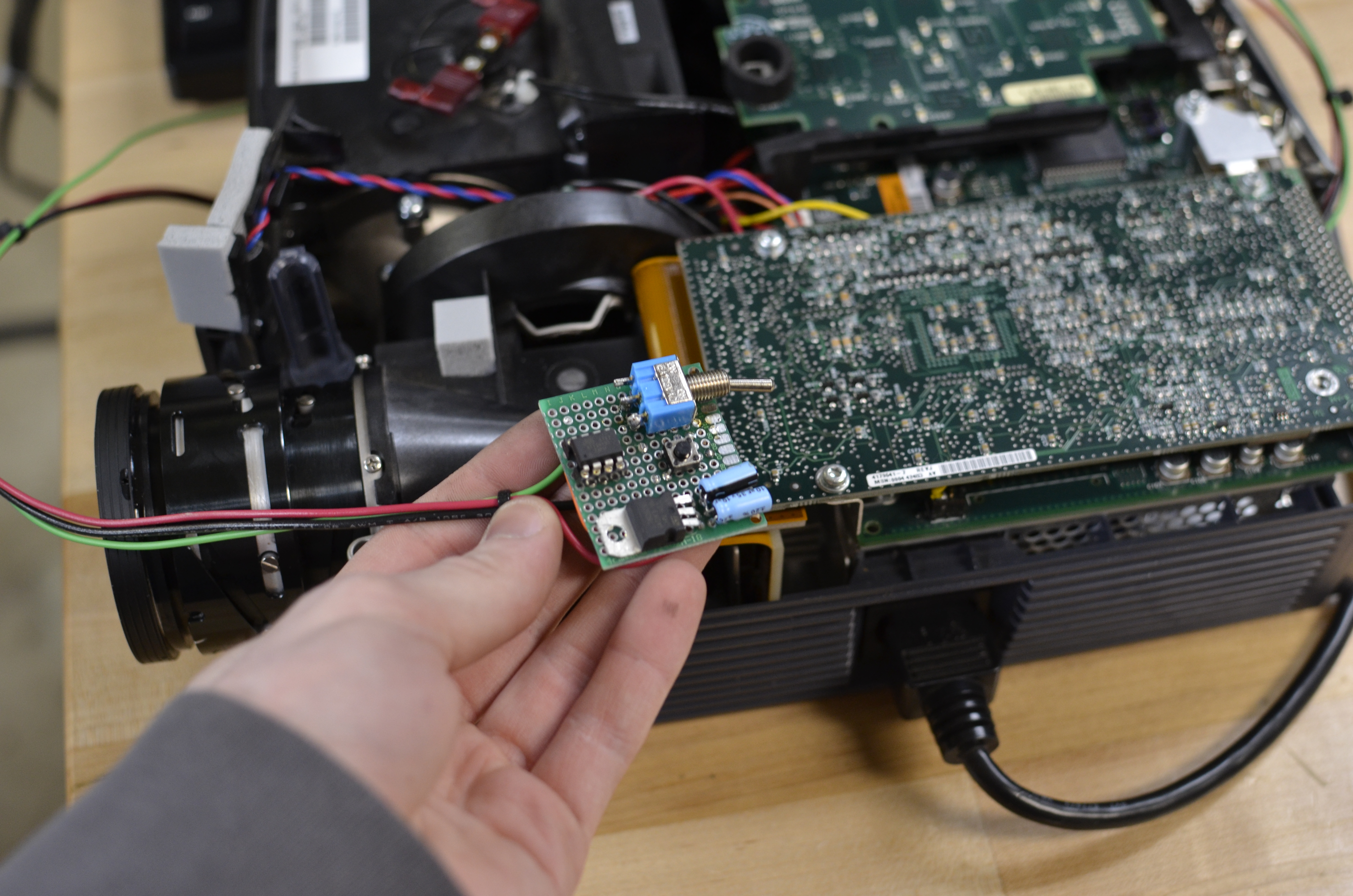
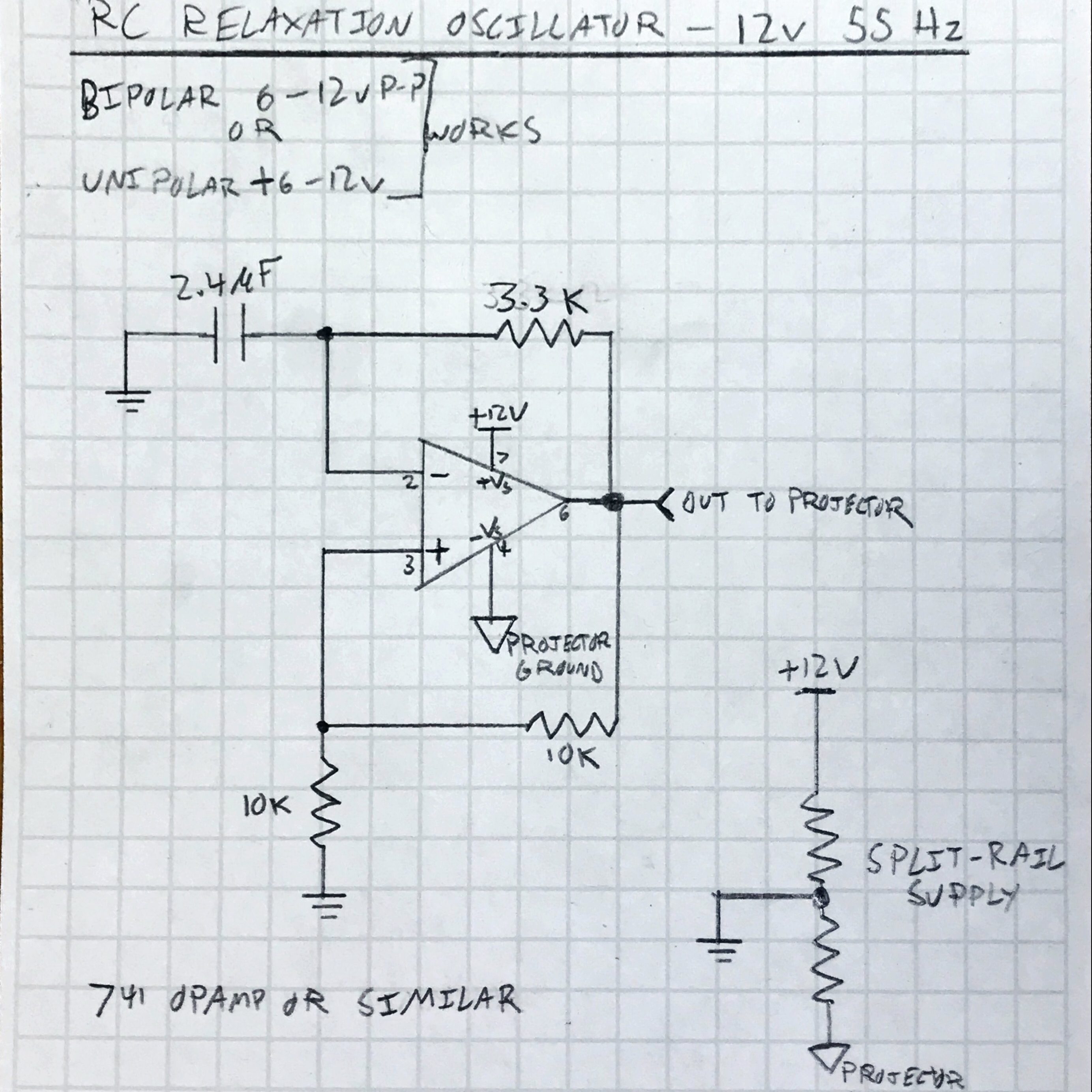
Manual DLP projection aligner >10um features. Color wheel is removed because it did not transmit much light below 400nm. Emulation (relaxation oscillator) circuits were made to reproduce the signals that the projector expected from the color wheel back EMF motor drive/sensor and photodiode.
Color wheel removal
Color wheel removal
Color wheel emulation
Reduction lens assembly
Reduction lens assembly
Reduction lens assembly
Modified projector
Completed
Color wheel emulation
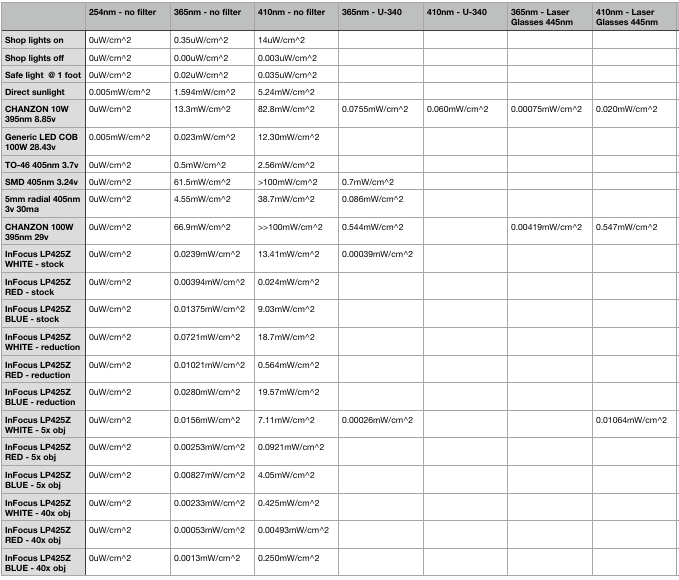
Exposure times calculated by integration of total UV dosage measured at different wavelengths with the radiometer. To calculate exposure time for AZ4210 resist, for example, the datasheet is consulted to see a recommended dose of around 135 mJ/cm^2 for a 3.5um film thickness. If exposed with a 5x objective on my system, the exposure time @ 410nm is (135 mJ/cm^2)/(4.05mW/cm^2) = approx. 33 seconds. This is a bit longer than I would like but given that it is a positive resist that is to be expected.
A brief introduction to semiconductor fabrication processes and terminology. It is not intended to be an in depth view of any single process, but rather an overview so that provides enough information for someone to get started with making diodes and transistors at home.
Tour of my home chip fab setup in early 2017. I’ve been accumulating this equipment since October of 2016.
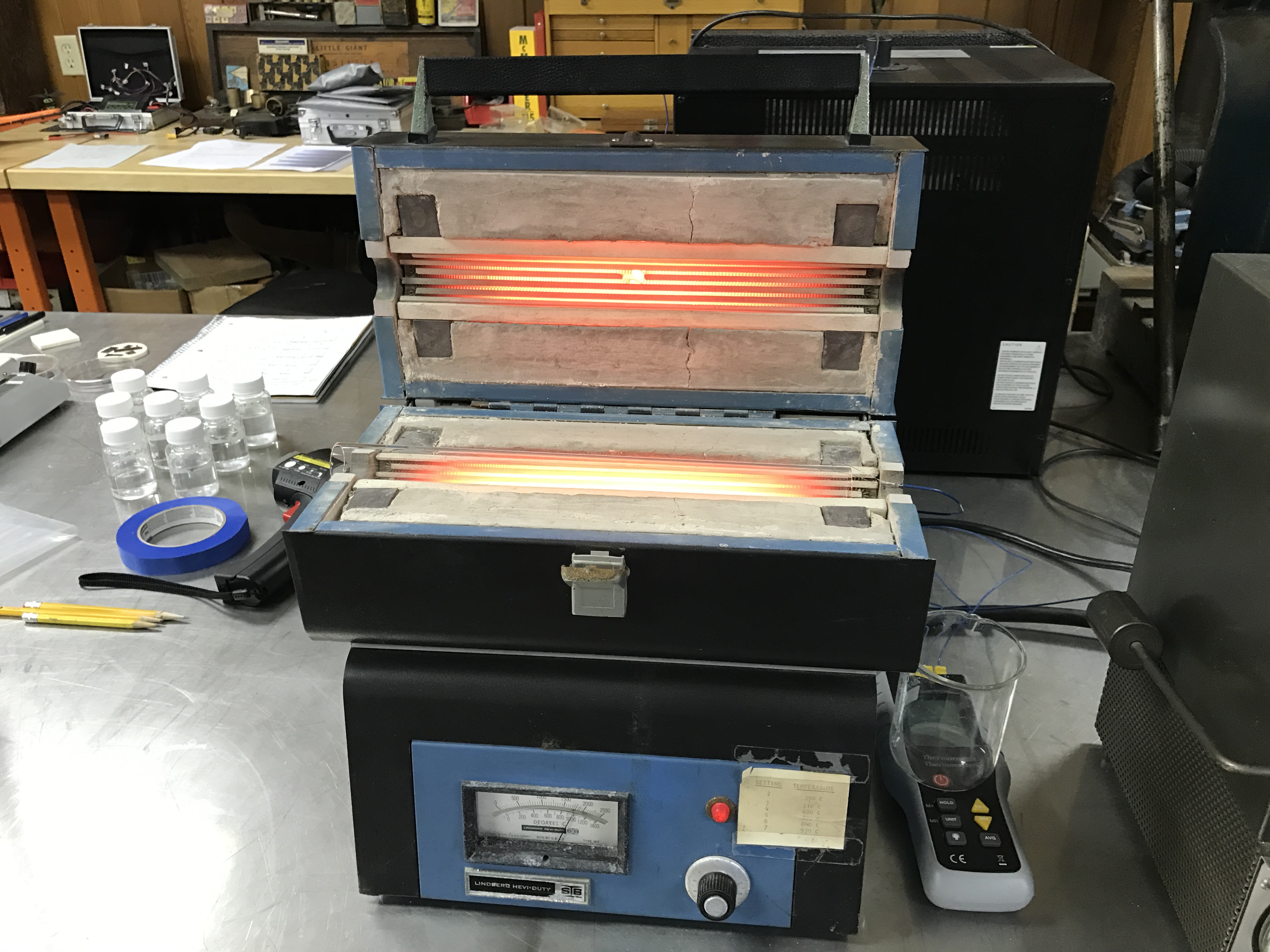
Rewound a microwave oven transformer using 1 gauge welding wire. Before saturation it puts out 1.8volts ish. I plan to use it to heat up a tungsten boat for thermal evaporation deposition. I may rewind it with slightly thinner wire so I can get more turns on the secondary and a little higher voltage. Last picture is a new/old Lindberg 1″ dia. tube furnace I got, goes up to 1400c which is crazy. I use it for diffusion of N type and P type dopants into my homemade semiconductors as well as thermal oxidation. I have a large nitrogen tank which allows me to create a nitrogen atmosphere in it during diffusion and when I want to facilitate SiO2 growth I pump steam through the furnace and turn the nitrogen flow off. I have a mass flow controller for the nitrogen but haven’t hooked it up yet.
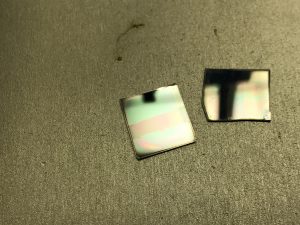
These are my first working transistors. Specifically, they are insulated gate enhancement mode n channel field effect transistors. I also made a depletion mode FET with a conducting channel and it worked even better than the enhancement mode ones. I drew out the steps I took to make this, they’re based on Jeri Ellsworth’s work but with a few main changes. It is very important that your dielectric overlap source and drain regions on the FET, otherwise no inversion layer can be formed and the FET cannot turn on. Only a small overlap is necessary and the larger it is, the more unwanted capacitance there is. This is not normally a consideration in actual production because inherent lateral diffusion takes care of the overlap but for these large hand made devices I found you have to get very lucky with your alignment if you don’t budget extra overlap.
A huge thanks to Jeri for making her videos about home chip fabrication which got me interested in these experiments in the first place.
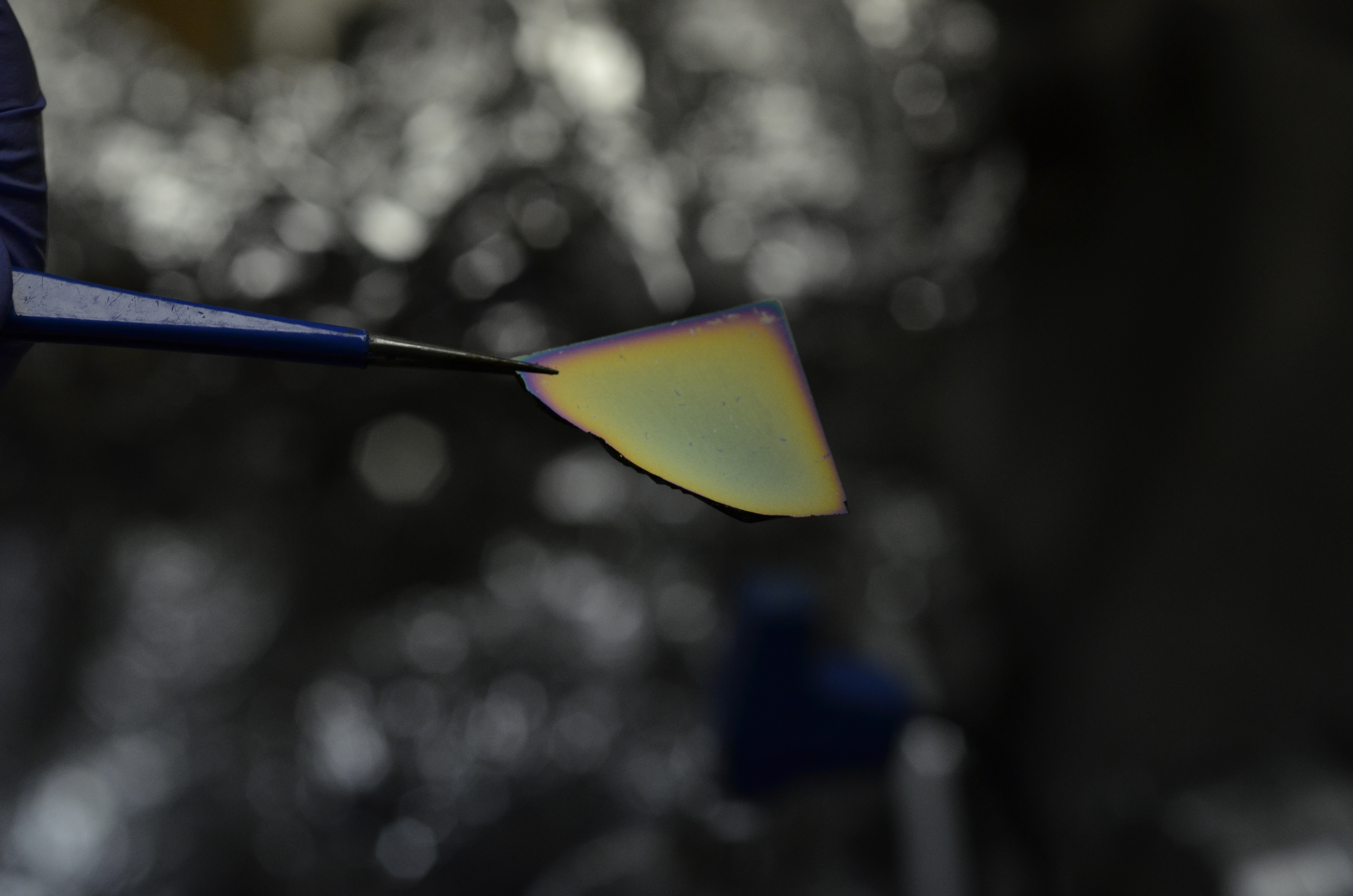
You can see in the center of the transistor there is a red region of silicon dioxide, this is the gate and the color indicates that it is roughly 750 angstroms thick. I would like to make the gate thinner so I can achieve lower threshold voltages, etc. but it is hard to make a truly insulating gate much thinner than that in a dirty environment because of pinholes and other impurities in the oxide layer.
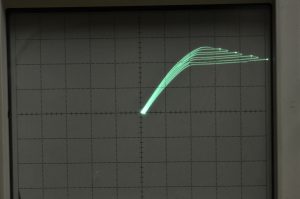
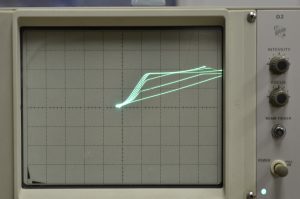
Diode characteristics are characterized with a semiconductor parameter analyzer
A brief introduction to semiconductor fabrication processes and terminology. It is not intended to be an in depth view of any single process, but rather an overview so that provides enough information for someone to get started with making diodes and transistors at home.
Tour of my home chip fab setup in early 2017. I’ve been accumulating this equipment since October of 2016.